

Como trabajar con la EPSON SC-F500 con otros papeles de sublimación
Este articulo tiene como propósito hacer llegar a todos los usuarios el procedimiento para definir y establecer, de manera correcta la configuración de los diferentes papeles de sublimación que nos podemos encontrar al trabajar con la impresora Epson SureColor SC-F500.
Debido a diferentes consultas sobre el uso de papeles de sublimación de diferentes fabricantes, marcamos una serie de directrices y buenas prácticas para resolver las dudas o efectos no deseados que puedan
surgir derivados de una mala configuración.
La impresora de sublimación Epson SureColor SC-F500, como cualquier otra impresora del mercado, dispone de drivers que permiten diferentes configuraciones o ajustes de impresión del papel o sustrato , adaptadas a los soportes que Epson comercializa.
Empleando una determinada configuración con los papeles DS Transfer General Purpose estaremos seguros que la impresión obtenida tendrá la carga de tinta justa que ese papel es capaz de aceptar (límite de tinta). Pero… en el mercado existen opciones de papel más competitivas, mejor precio, especificaciones, etc. ¿Por que no poder usarlas?
El principal efecto que nos podemos encontrar utilizando una configuración determinada del driver con un papel de sublimación es que presente exceso de tinta en el resultado impreso. Como se aprecia en la siguiente imagen, vemos unas marcas punteadas en el avance del papel provocadas por el roce de las ruedas metálicas dentadas de la ranura de salida del papel. Estas marcas o pequeños puntos, aunque sean poco visibles, pueden arruinar el trabajo ya que pueden apreciarse sutilmente en el tejido después del planchado.

Este efecto suele producirse con papeles que requieren de un mayor tiempo de secado o que por su poco gramaje admiten menos carga de tinta. Independientemente del gramaje del papel, es muy
importante la absorción y la velocidad de secado para garantizar la calidad de imagen.
El impresor siempre ha de adaptar los parámetros de impresión: modos de impresión (relativo a la resolución), densidad de color… En función del sustrato utilizado, estos parámetros determinan el tamaño y número de gotas de tinta que expulsarán los inyectores del cabezal de impresión.
Optimizando la configuración desde el driver (o desde un software rip), con un determinado tipo de papel podemos alcanzar el límite de tinta o punto de configuración máxima a partir del cual se producirán, manchas, problemas de secado, desbordamiento de colores, emborronamiento de letras y líneas, etc.
En los ejemplos adjuntos de Epson (al pie), preparados sólo para imprimir directamente archivos PRN, básicamente lo que hacen es configurar el controlador de impresora de la F500 con 6 esquemas de impresión con un determinado modo de calidad y un límite de densidad de color de tinta (tanto del canal negro como del resto de colores) imprimiendo un mismo archivo patrón. Esto lo puede hacer el usuario por sí mismo, con el único requisito de disponer de un archivo patrón para la impresión.
La configuración de los niveles de densidad de color se efectúa desde la siguiente pantalla del controlador.
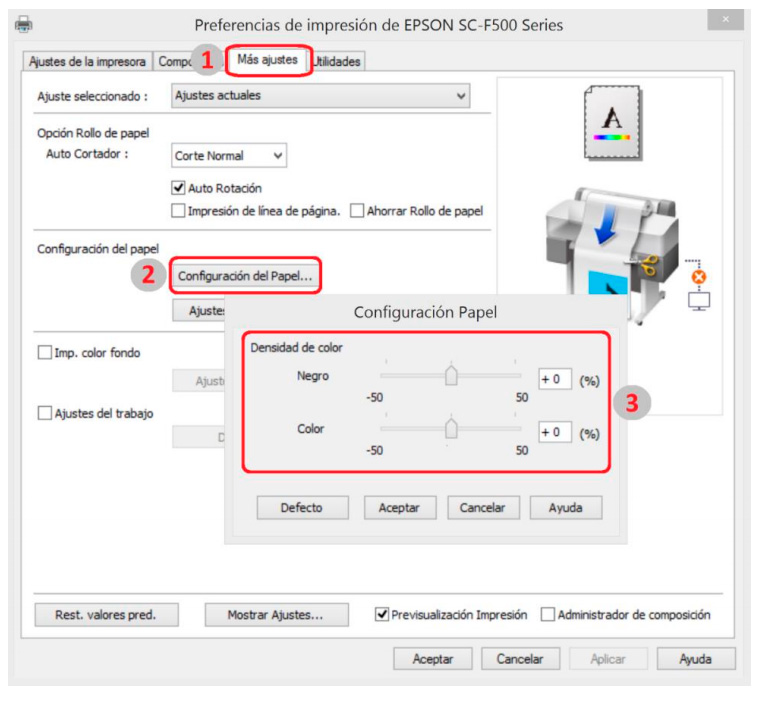
La configuración del porcentaje de densidad de color, para una misma resolución o modo de calidad, consigue que la impresora, imprimiendo el mismo número de puntos por pulgada (determinado por la resolución o modo de impresión elegido), expulse más tinta (valores positivos) o menos tinta (valores negativos).
Con una adecuada configuración de estos parámetros podemos imprimir manteniendo la calidad evitando repintes, manchas, problemas de secado… además del ahorro en tinta. Imprimir un papel de sublimación con exceso de tinta es tirar a la basura dinero en tinta.
Para configurar los modos de calidad de impresión hay que tener claro el tipo de material a transferir: textil/moda o rígidos/personalizados para seleccionar el modo de impresión adecuado.
Para aquellos que lo desconozcan, recordar que la transferencia sobre textil o tejidos, por lo general, requiere un nivel de detalle relativamente bajo (el punto del tejido textil no es capaz de reproducir sin emborronar una alta carga de tinta ni un exceso de puntos por pulgada). Por contra, requiere de colores con alto brillo y colores muy vivos (premia la viveza de color por encima de la exactitud de color). Al imprimir con la Epson SureColor SC-F500, para personalizar textil, emplearemos el modo de impresión «CALIDAD».
En el ejemplo aportado por Epson, partiendo del modo de impresión «CALIDAD», configuramos 3 versiones con diferente límite de densidad de color de tinta (tanto del canal negro como del resto de colores). La primera sin reducción de tinta, es decir, tal cual se imprime con el driver, sin reducción de la tinta negra ni de color. Las otras 2 configuraciones: con una reducción total de la densidad de tinta del 25% la segunda y del 50% la tercera.
|
 |
|||||||||||||||||||
En cambio, la personalización por sublimación de objetos rígidos (azulejos, tazas, pizarras, vidrio, maderas, Chromaluxe, cerámica…) se caracteriza por la impresión del papel de sublimación con un nivel de detalle muy alto y la máxima calidad de impresión y exactitud de color. La impresión requiere más pasadas de cabezal, por lo que es más lenta y ofrece más tiempo de secado. Al imprimir con la Epson SureColor SC-F500. Para personalizar objetos rígidos, por lo general, emplearemos el modo de impresión «MÁXIMA CALIDAD«.
En este modo también configura 3 versiones con diferentes límites de densidad de color, sin reducción de tinta la primera, y con reducción del 25% la segunda y del 50% la tercera.
|
 |
|||||||||||||||||||
Ni que decir que el usuario puede probar diferentes versiones con diferentes niveles de reducción del límite de tinta hasta alcanzar la reducción optima para su papel de sublimación, introducir una reducción diferente para el canal negro respecto del canal de color (imaginemos que la tinta negra satura más que la de color, podemos reducir algún punto más la densidad del negro).
La velocidad de secado no está relacionada con el gramaje del papel, son propiedades
distintas. Con papeles de alto gramaje estamos asumiendo que aceptará más carga de tinta, pero
no quiere decir que la tinta se seque rápidamente, por lo que el volumen de tinta en el papel y
la velocidad en que esta tinta es secada son conceptos que deben ser tratados por separado a la
hora de evaluar si el papel es el adecuado o no.
EN RESUMEN:
Los papeles de sublimación existentes, en función de sus propiedades (coating y gramaje), ofrecen una mayor o menor capacidad de absorción de tinta o límite de tinta.
Para determinar los mejores parámetros de impresión, es bueno evaluar el límite de tinta de cada papel imprimiendo un sencillo patrón de impresión.
Con el método de verificar el límite de tinta adecuado para cada papel y nivel de calidad ahorraremos tinta que de otra forma se desperdiciaría en el papel al sublimar, además de evitar resultados inesperados en archivos con mucha carga de tinta, como son manchas o marcas, evitando tener que hacer muchas pruebas para ver la viabilidad del papel usado.
Descargas:
- (Boletin pdf: “Boletin SC-F500 preventiva papel Rev.B”)
- (PRN File Sender: “PrintFileSender103”)
- (Archivo PRN: “InkDensityEvaluationChart_SC-F500_MaxQuality.prn”) – 870,4 MB
- (Archivo PRN: “InkDensityEvaluationChart_SC-F500_MaxQuality_LowInk.prn”) – 827,5 MB
- (Archivo PRN: “InkDensityEvaluationChart_SC-F500_MaxQuality_LowLowInk.prn”) – 754,9 MB
- (Archivo PRN: “InkDensityEvaluationChart_SC-F500_Quality.prn”) – 854,7 MB
- (Archivo PRN: “InkDensityEvaluationChart_SC-F500_Quality_LowInk.prn”) – 792,2 MB
- (Archivo PRN: “InkDensityEvaluationChart_SC-F500_Quality_LowLowInk.prn”)” – 687,4 MB
Comercializamos diferentes marcas de papel para sublimación. Si estas interesado, consulta en arkiplot.com o llama al tlfno: 968 722 350 (de 09,00 a 17,00 horas).